JIT(Just in Time) 生产计划
2008.05.12
本工厂的生产品种是、预计生产品和订货产品混杂在一起。预计生产品在固定的生产安排中、JIT(Just in Time)来制造的订货生产 (JIT)品也要混合在一起进行生产所以制定生产计划是一件非常麻烦的事情。有没有好的方法能够制定出JIT的生产计划。
逆向・排产和正向・排产相混杂、制定JIT的日程
预计生产品和订货生产品相混合的场合、考虑到机器的有限能力、订货产品要遵守交货期就必须要制定出JIT的生产排产计划。但是、因为对库存有最小限的要求、生产排程计划是很麻烦的。
这个排产的制定、生产排产软件可以使用逆向・排产 (JIT)和正向・排产混合来制定生产排产。
首先、预计生产的任务简单地说就是接下来的状况。「产品A希望在本周内生产15000个。产品A的批单位是5000,所以分3次每次生产5000个就可以了。这3次的最早开始时间为11月5日和11月7日和11月9日。」
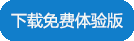
这个生产排产软件来进行实际排产看看。首先、定义Q1的图1这样的工序、接下来注册3批(图1)。
 |
| 图1 订单的注册 注册预计生产产品A的时候。注册3个。产品A每5000个分3次进行生产。最早开始的时间是这个订单的第1个工序可以开始着手的时间。优先度30正向・排程的指定。 |
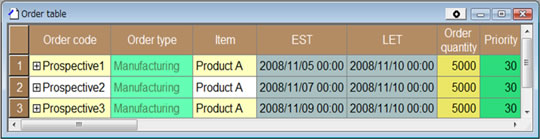
这个数据为基础制定日程安排的结果就是图2这样。
 |
| 图2生产排程的结果 预计生产品的排程。一个星期内将产品A分3次来制定生产排程。这个排程不是JIT。 |
这个用生产管理用于来就是所谓的「正向・排产」。
接下来、订货生产品 (JIT品)是下面的状况。「从客户接到、产品B需要在11月5日、11月7日、11月8日分3次各需要2000个的订单、每个分别什么时候能够开始比较好呢?。」工厂尽量制定出JIT是基本要求。
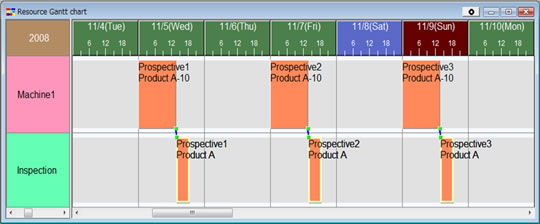
使用这个生产排程软件来尝试制定排程。登录订单 (图3)、
 |
| 图3 订单的注册 订货生产品 (JIT品)的产品B进行注册的时候。接到产品B分别在11月5日、11月7日、11月8日分3次每次要2000个这样的一个订单。指定优先度80来进行正面的生产排程(JIT)。 |
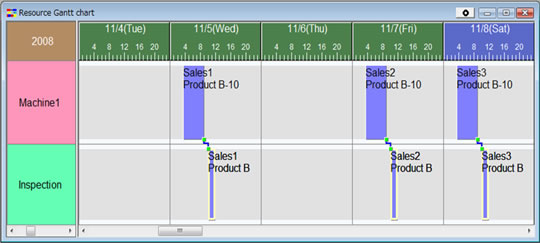 |
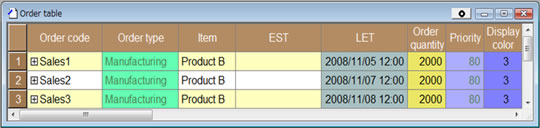
| 图4 JIT的生产排程结果 订货产品 (JIT品)的生产排程。3个订单都和被指定交货期 (最晚结束时间)完全一样完成了分摊任务、就成为了JIT的排程。 |
在这个数据的基础上进行排程的结果、就是图4这样的JIT的排产。
这个用生产管理用语来说就是所谓的「逆向・排程」。指定最终工序的最晚结束时刻 来(納期)结束这样的分配、按照这样的顺序来对前面的工序进行分配的从后面截至的排产。因此就能知道最晚必须什么时候开始着手进行生产才能满足交货期。这样的话就能进行JIT排产。
电脑里只是混杂登录订单是很简单的 (图5)。
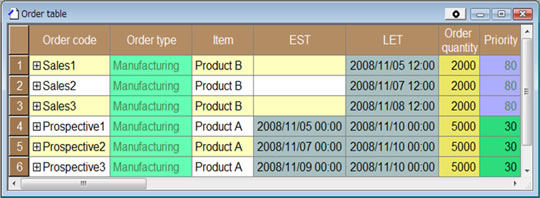 |
| 图5 订单的注册 图1和图3的订单处与相混合的状态。预计生产品的订单 (上面的3行)优先度为30、订货生产品(JIT品)的订单(下面的3行)优先度为80。这样的话订货生产品 (JIT品)的订单指定优先分配。 |
这样生产排程的结果如图6所示。
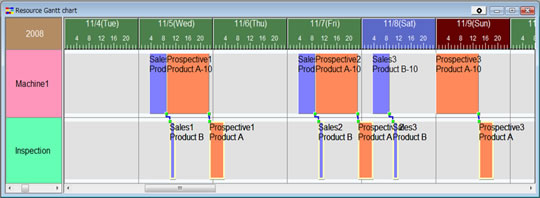 |
| 图6 生产排程结果。订货生产品 (JIT品)的订单在交货期 (最晚结束时间)正好完成了生产分配。预计生产品的订单寻找在机器1空闲的时候进行任务分配。总之、订货生产品 (JIT品)严格按照交货期进行JIT排程。比交货期过早完成并不能称之为完成JIT。 |
这样的生产排程就是逆向・排程 (JIT)的订单先进行分摊、然后、在空的地方再正向・排程进行分摊。
因此这样的话既能够遵守逆向・排程(JIT)的订单的交货期、也能和正向・排程混合进行任务分担。
这样的话使用生产排产软件按照设定进行处理、JIT的排产就可以简单的实验。然后就是增加到现实的数据量在电脑上实验一下。最近在配发生产排程软件的免费体验版,可以实际输入数据进行JIT的排产来体验。